Team Kraken
- Devanshi Patel
- Druhan Gordon-Stacey
- Zach Lavin
Mentors
Doug Kelley and Mason Garlatti
Introduction
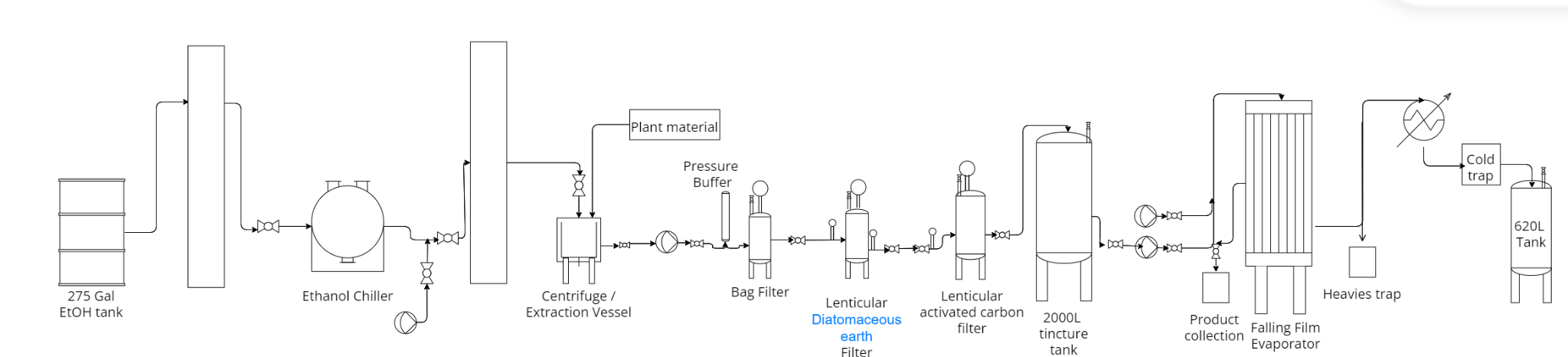
A common problem faced through many industries is the separation of water from ethanol. Distillation has been widely considered to be the most efficient and cost effective method to reach the azeotrope of this binary mixture, at 95.6% ethanol. However, there are times when a mixture requires a higher concentration of ethanol, such as in uses for biomass extraction. NoWave, a local company specializing in cannabinoid extractions, begins with a binary mixture of 95% ethanol and 5% heptane for room temperature extractions. This solvent begins to acquire water from the plant material through reuse, until it is no longer reusable at 92% ethanol as it experiences a drop-off in product yield. Therefore, water removal is required for NoWave to continue reuse of their solvent, or they must purchase more. In order to decrease costs of NoWave’s cannabis extraction process, methods were investigated to increase yield and allow for more reuse of the ethanol. In addition, analysis was conducted to determine why the yield drop-off would occur. The methods used for water removal was adsorption through 3A beads, and analysis was conducted through replications of the extractions done at NoWave and distillation of the solvent at the point it becomes non-reusable.
Figure 1: PFD of NoWave process
Methods
Several methods were used to analyze the solvent, and perform experiments at concentrations which mirrored those that would be in use at NoWave:
- Gas Chromatography
- Used to analyze all solvents for their concentrations of ethanol, water, and heptane, and evaluate mass percentages of each component. This allowed for the creation of mixtures which mimic those at NoWave, and comparison of results for scale-up possibilities.
- Adsorption Techniques
- 3A zeolites were determined to be the best adsorption material for water from ethanol and heptane, as they are the industry standard for water removal from ethanol. These zeolites were used in both batch and adsorption column processes in order to determine their feasibility of implementation at NoWave.
- Extractions
- Extractions of hemp were performed in order to understand and replicate the process at NoWave at a benchtop scale. Each extraction was completed using solvents of varying concentrations of ethanol, water, and heptane.
- These extractions would allow for collection of the crude oil product to send to NoWave for HPLC analysis. The results from the process would provide more information of the role heptane has in extraction, and the point which the extraction drops off exactly.
- Distillation
- The mixture used would mirror the point at which NoWave would no longer be able to reuse their solvent, and determine if the mixture could be distilled to a higher concentration of ethanol for reuse in extraction.
Results & Discussion
Adsorption:
- Batch processes were tested through putting zeolites in beakers which would replicate the solvent at NoWave over a given time, and taking the mass of zeolites before and after soaking. The total adsorption capacity of the zeolites was found to be 17.5% by weight.
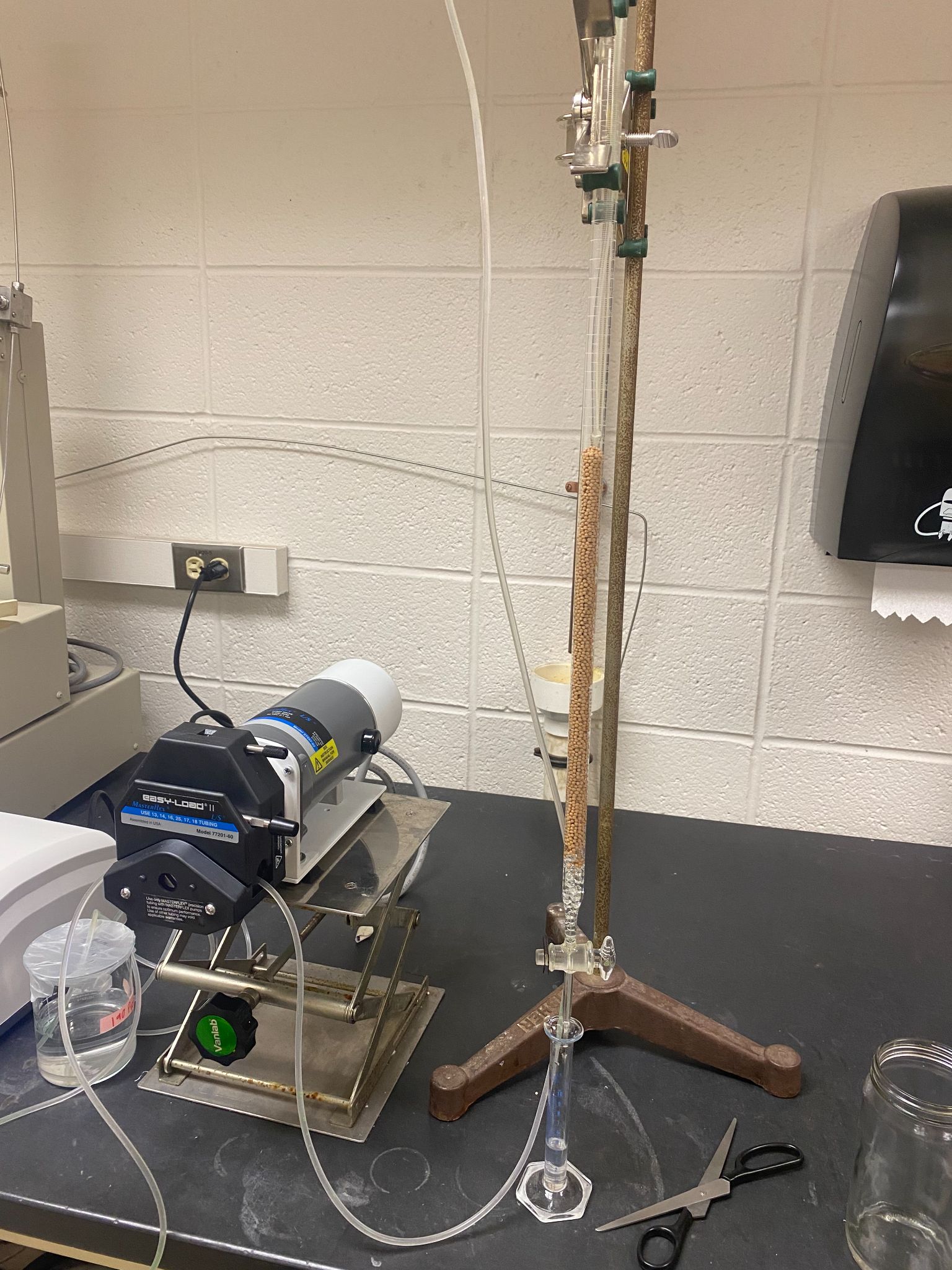
- Continuous processes were tested through sampling of the outlet of a benchtop adsorption column. This column was packed with the 3A zeolites, and the solvent was pumped through. It was found that the rate of adsorption was slow, and would take residence time upward of 40 mins to remove the water from the solvent.
- The conclusion was the the column would have to be an unfeasible volume, making continuous processes not realistic for implementation at NoWave.
Figure 2: Adsorption column
Distillation:
- A solution of 92% ethanol, 5% water, and 3% heptane solution by mass was run through a five tray distillation column to see the compositions recoverable in the distillate.
- This experiment found that the solution separated into liquid-liquid equilibrium in the distillate and on certain trays.
- The conclusion is that as the solvent acquires water through multiple extractions, and the ternary mixture is cooled to -40°C, this liquid separation occurs. At this point in the process, the phase separation causes the drop off in the extraction yield.
Figure 3: Ternary Water, Heptane, & Ethanol phase diagram
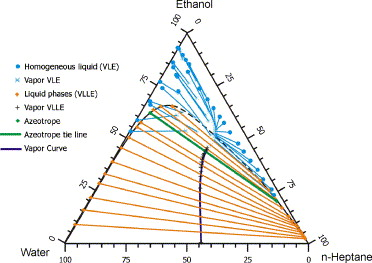
Figure 4: Distillation column

Extraction:
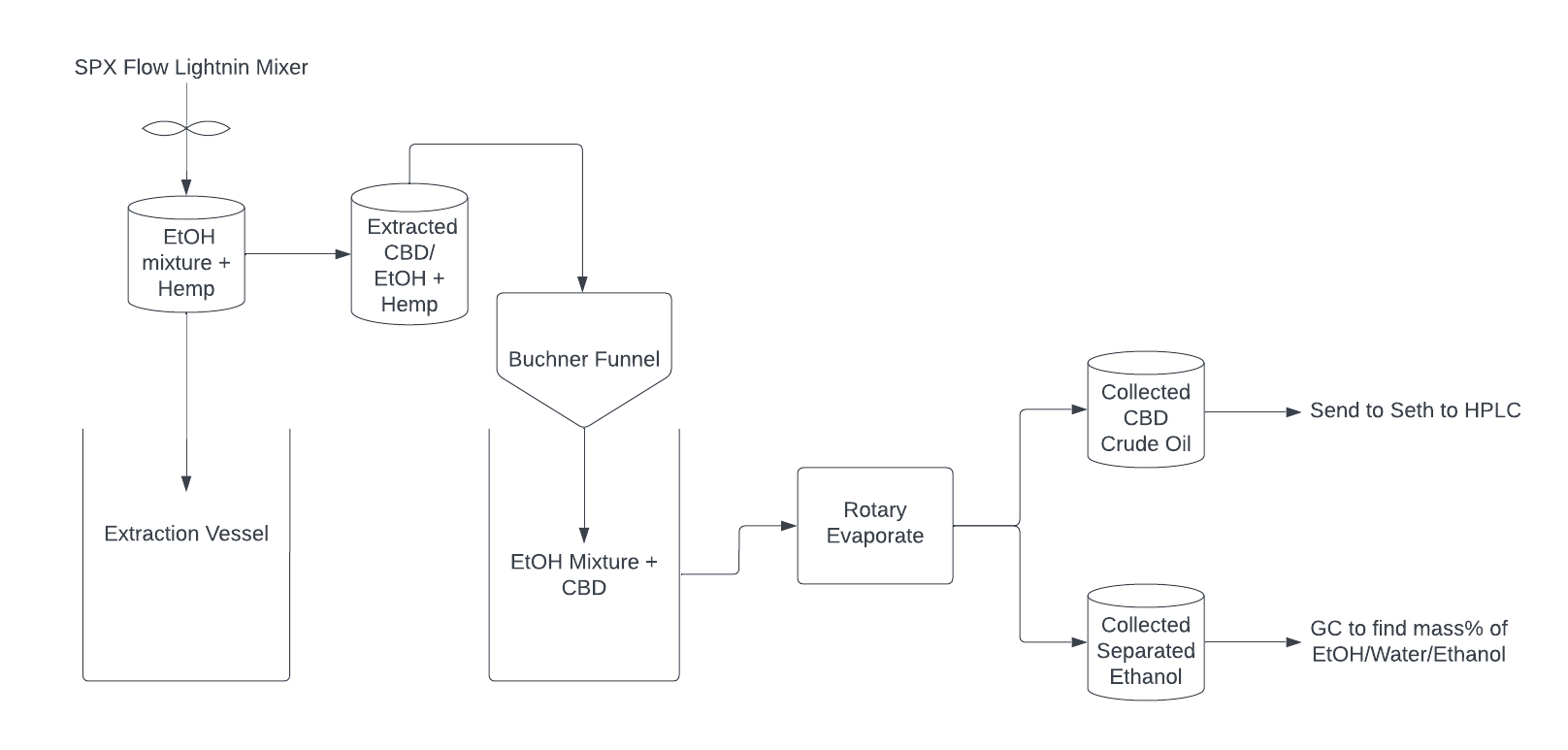
- In order to replicate the processes at NoWave and better understand the decreasing yield, benchtop extractions of CBD oil were performed using solvents of varying concentrations of ethanol, water, and heptane.
- These were performed using 347.5mL of solvent and 50g of hemp which imitates the ratio of 30 lbs plant material to 25 gal of solvent used at NoWave for each extraction.
- To complete these extractions, the solvent was chilled to -40oC using a dry ice and acetonitrile bath. Then, the dried hemp was added, and the extraction vessel was mixed for 20 minutes. The solvent and oil mixture was removed from the plant material via a buchner funnel, then separated using a rotary evaporator. The oil was sent to NoWave for HPLC analysis.
- The solvents were analysed through gas chromatography before and after the process to determine the rate at which the solvent becomes contaminated with water.
Figure 5: Various fats filtered off in extraction

Figure 6: Extraction PFD
Conclusions & Future Work
The results from the extraction experiments depict that it would be beneficial for NoWave to switch to an organic ethanol solvent as it contains no heptane. It costs significantly more, but without heptane the solvent will not separate at -40oC, vastly improving yield even at lower ethanol concentrations. This will allow NoWave to use the same batch of ethanol for a much longer period as it would not separate into two liquid phases. Once the switch is made to organic ethanol, Distillation could be used to maintain an ethanol concentration of 95% by weight if solvent is switched to a no heptane solution. Future work suggests possible implementation of packed bed distillation column positioned between NoWave’s falling film evaporator and condenser, to remove water or heptane from the system, depending on the solvent that is used.
Acknowledgements
Team Kraken would like to give special thanks to Seth Brophy, from NoWave, for sponsoring this project and supporting us throughout its completion. We would also like to thank our advisors, Mason Garlatti and Professor Kelley, for giving us valuable insight and help when we needed it. Additionally, we would like to thank Clair Cunningham for helping us with the set-up for many of our laboratory procedures. Finally, we would like to thank Professor Lawton, Professor Juba, Jeffery Lefler, Wayne Griffin, and Levi Sunday-Lefkowitz for their help and advising throughout the project.