Abstract
Xerox uses heptane to reduce the viscosity of polydimethylsiloxane (PDMS) in order to remove 3D-printing particles in their industrial process. Specifically, our goal is to completely separate the heptane from the waste stream, leaving behind pure PDMS. We designed and built a semi-continuous process using a counter-current flow of supercritical CO2 in a packed bed to separate the heptane and PDMS. Temperature, pressure, and feed and solvent flow rates were controlled and measured as the variables in this process. The purity of the product was tested via rheometry. A measurement system analysis (MSA) was performed on the rheometer in order to provide clarity on the accuracy of the collected data. A 2 factor, 3 level DOE manipulating temperature and flow rates was performed to find the most significant variables. The results of the DOE suggest that maximizing the ratio of SCO2 to feed is the most effective method of raising the purity of the collected product. Although the product purity wavers slightly compared to previous batch processes, this project proves that this separation method is possible in a continuous system and may be feasible for industrial applications in the future.
Introduction
PDMS is an organic polymer with a viscosity of ~10000 cP when pure, giving it a similar consistency to molasses. When mixed with certain solvents, the viscosity drops drastically. The Xerox Corporation uses heptane to lower the viscosity of PDMS to remove printing particles contained within. The consumption of pure PDMS for this process is costly, so recycling the PDMS is of interest. Additionally, it would be advantageous for ths purification process to occur continuously, in a manner that can be scaled up to fit the company’s needs.
Previous groups assigned to this project had utilized supercritical CO2 in the extraction of PDMS. CO2, when in a supercritical state, is soluble in both heptane and PDMS. Therefore, by flowing SCO2 into the system, a binary phase occurs with a SCO2/heptane solution and a PDMS/SCO2 solution. The main benefit to using SCO2 as the solvent is that, at atmospheric pressure, CO2 is no longer supercritical and insoluble in PDMS. This means that CO2 will naturally dissolve out of the PDMS after depressurization.
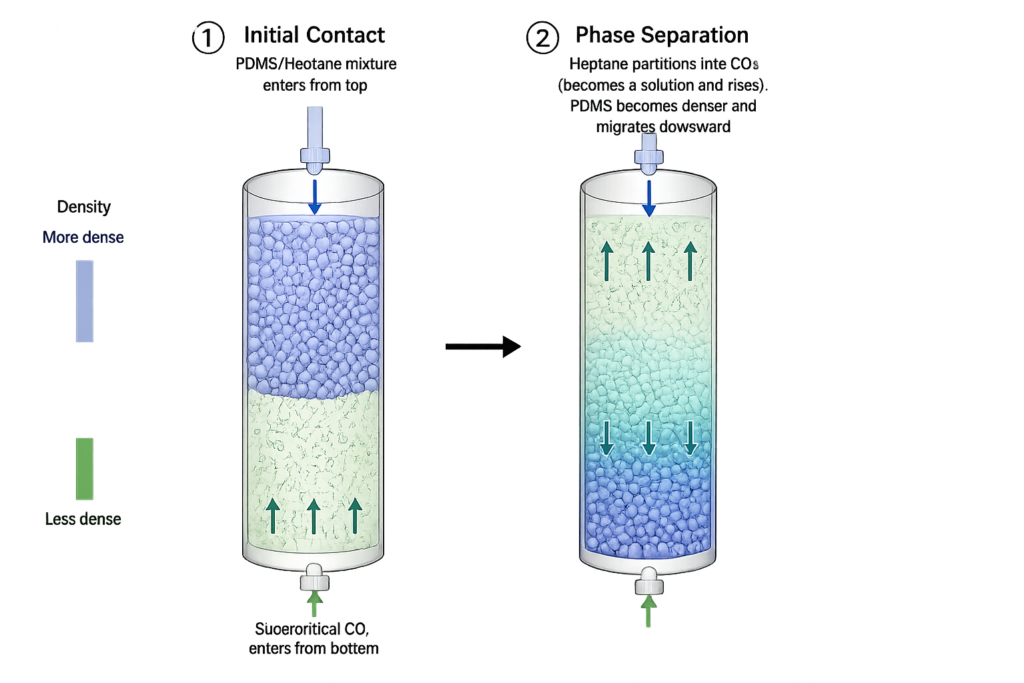
The main separation occurs within a packed bed filled with 3mm glass beads. A packed bed is both scalable for industrial purposes and provides significant mass transfer for the heptane/PDMS solution entering from the top and the SCO2 entering from the bottom. In the packed bed, a density gradient occurs, where as the heptane separates out of the PDMS and forms a solution with the SCO2, the denser PDMS resists rising with the heptane/SCO2 solution and drops downwards in the column. The less dense solution of heptane and SCO2 rises upwards out of the column and into the secondary vessel, while the PDMS/SCO2 solution forms a foam that exits out the bottom section of the column.
Rheometry is an experimental technique that can be used to measure the deformation behavior of fluids under applied forces. For this project, an instrument called a rheometer was used. By measuring how a substance flows or deforms under specific conditions, a rheometer can assess a fluids purity by calculating its viscosity. Since changes in molecular weight directly alters a fluids viscosity, if the viscosity of the pure substance is known, then the difference in viscosity can be used to determine it’s purity. A rheometer has many different geometries to chose from, all of which we considered for our experiment. Narrowing it down to the parallel and cone geometries, we performed calculations on both of them by using the instruments maximum and minimum torque, where the forces applied over the geometires area decreases as the radius increases. This was done using the following equation,
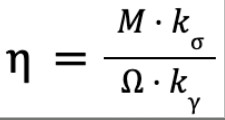
where, ր = viscosity (Pa*s), M = torque (N*m), Ω = angular velocity (rad/s), kγ= Strain constant (rad-1), and kσ = Stress constant (m-3). It was found that the 60mm cone & plate can accurately measure fluids with viscosities of the range 0.0026-15.38 Pa*s. The range of viscosities for our samples span from pure heptane at 4.2e-4 Pa*s to pure PDMS at 10 Pa*s, confirming that this geometry is appropriate to use for our measurements.
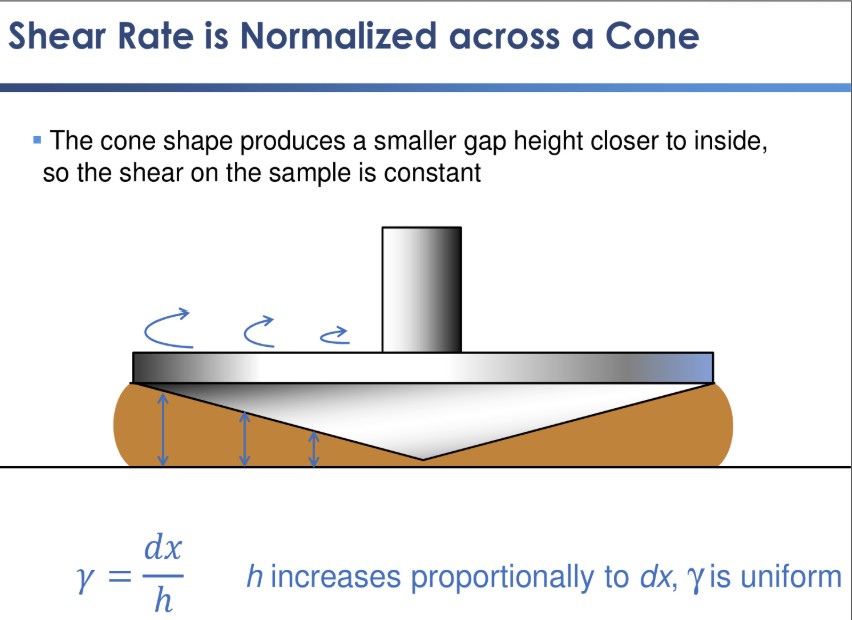
A small sample of fluid is pipetted in between the geometry and the flat plate where the fluid rests. As the geometry rotates at a fixed torque, the rheometer calculates the shear stress and shear rate of the fluid. For the cone geometry, the shear rate is constant regardless of distance from the center since the height between the cone and the plate (h) changes uniformly with the distance from the center (dx) as shown in Figure 2 above.
The MSA includes 3 operators, 10 samples, and 4 repeats for a total of 120 trials. Samples were made at various compositions of heptane and PDMS, allowing us to not only perform a Gage R&R study on Minitab, but to also create a calibration curve for PDMS solutions of various percentages of heptane. An MSA tells you what parts of your measurement system are contributing the most to your variance and standard deviation of your data by calculating the % Contribution and % Study Variation of each source, respectively. A measurement system is considered valid when both are less than 10% for each source except for the Part-to-Part, which should be contributing the most at greater than 99%.
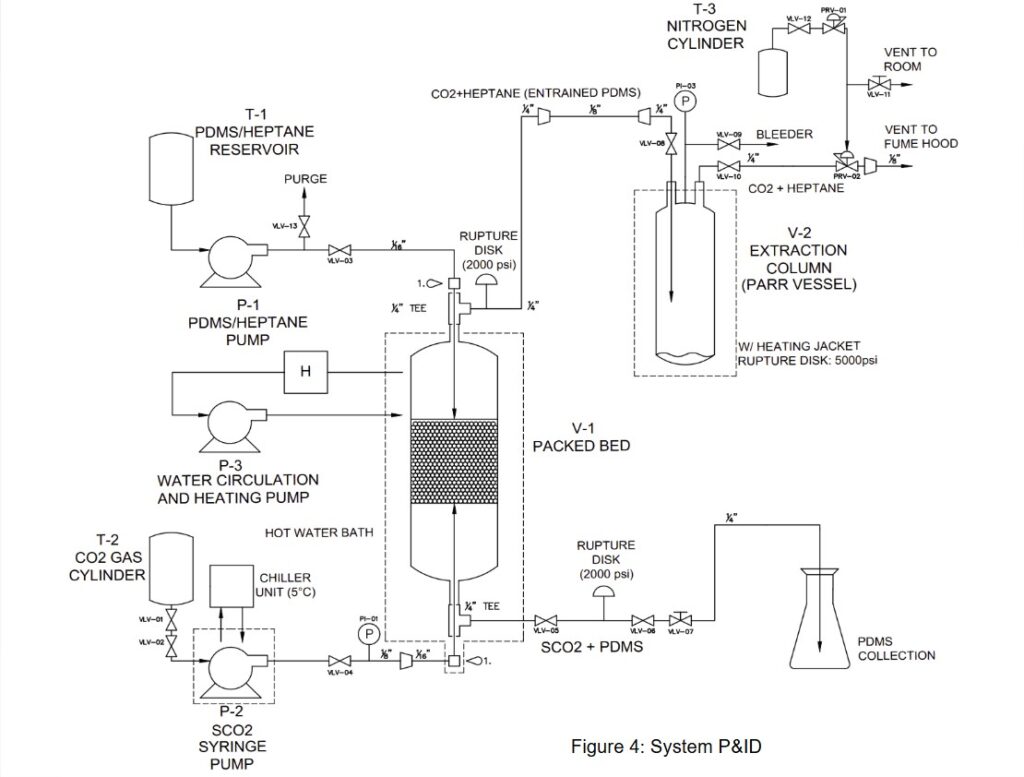
System
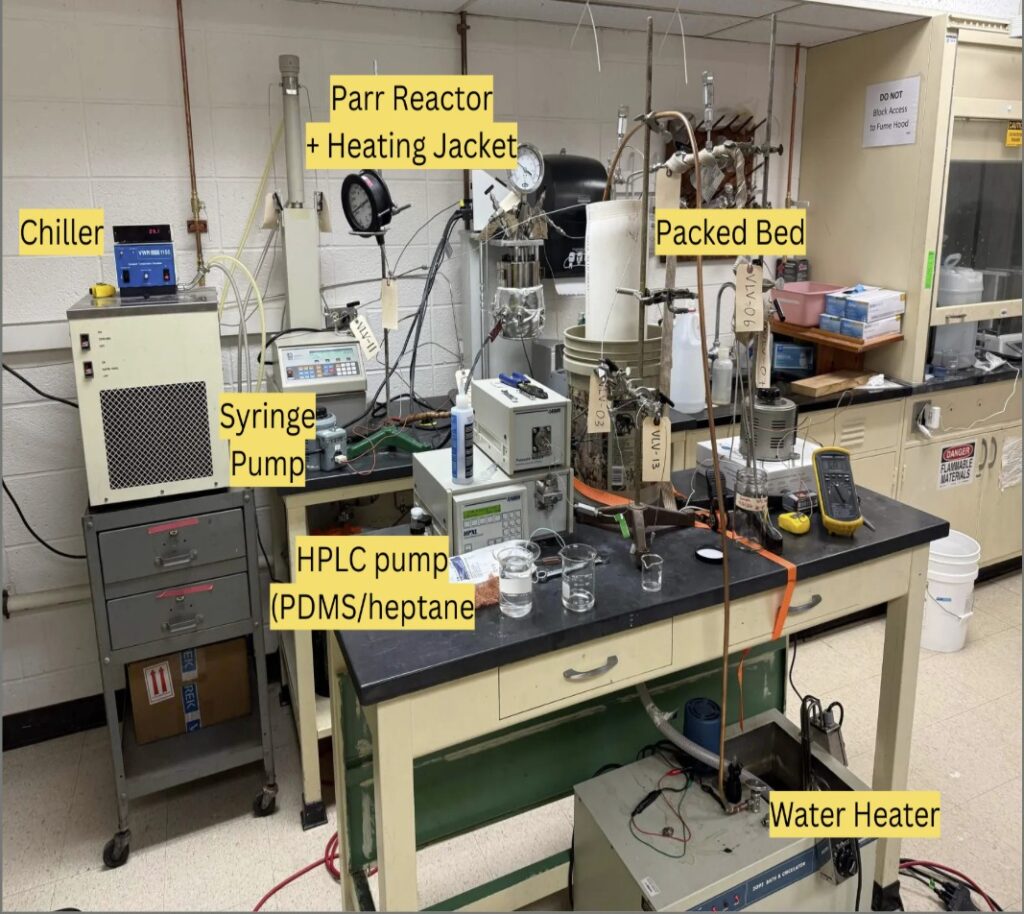
- Time of trial calculated based on rate of feed and desired mL of PDMS product (~10mL)
- Thermocouple used to monitor temperature in Parr reactor and water bath for packed bed
- Chiller set to 5°C to ensure liquid CO2 inflow from syringe pump
- Outlet of Parr reactor sent through back pressure regulator and to the fume hood to maintain system pressure
- System rated for minimum of 2500 psi; rupture disks rated for 2000 psi
Lab Scale P&ID
Results and Discussions
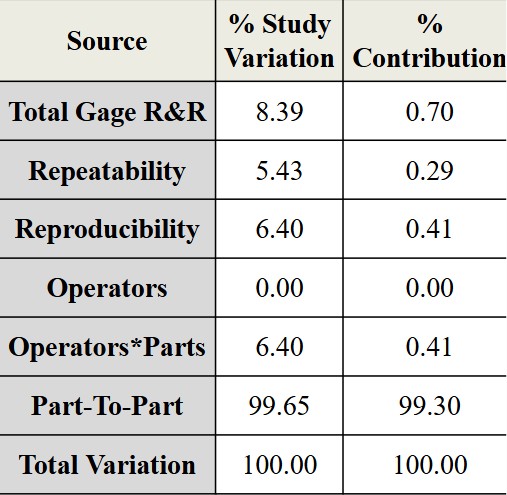
- Results show that all sources are below 10% in both the % Study Variation and % Contribution except for the Part-to-Part at >99%. This means the main source of variability and standard deviation is due to the difference in type of sample as opposed to measurement error. This ensures that this measurement system is valid to determine results
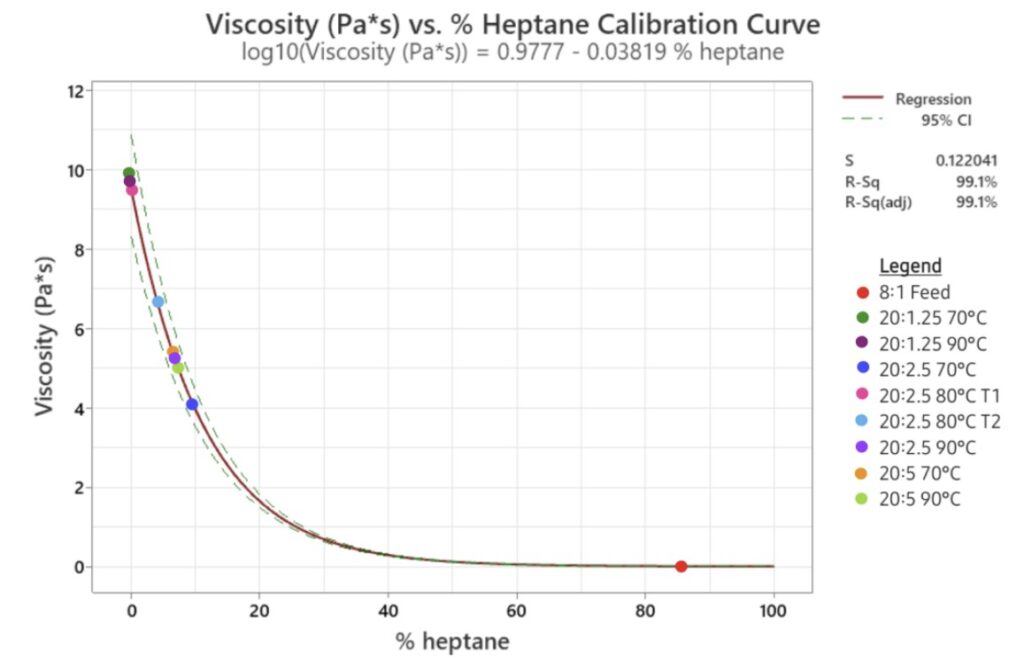
- 95% Confidence interval of 8.2-10.8 Pa*s for pure PDMS based off of the calibration curve, with nominal value of PDMS source equal to 10 Pa*s
- Product data points range from 0-10% heptane by mass from starting feed concentration of 86% heptane
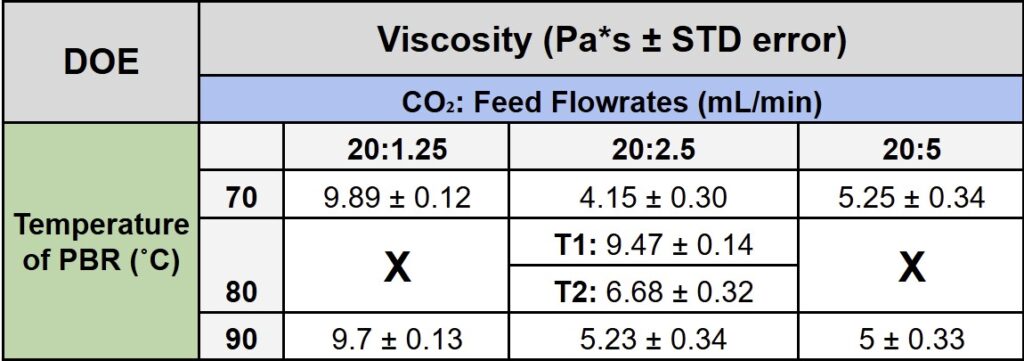

- Maximum separation occurs at lower flow rates, likely due to the increased residence time within the packed bed
- Viscosity at 70°C/90°C and 20:1.25 solvent to feed ratio resulted in product with viscosity of ~10 Pa/s, within literature values of pure PDMS
- Negative values of % heptane in 20:1.25 trials is due to calculated viscosities higher than that of pure PDMS from the calibration curve. This suggests those trials stripped out lower molecular weight PDMS molecules.
- Process successful in removing majority of heptane from feed, CO2 quickly dissipated from solution after depressurization as expected
- PBR temperature determined by temperature of water bath surrounding vessel, viscosity results determined by operator with least measurement variability to ensure optimal data analysis
Conclusion and Future Work
Conclusions:
- The packed bed system proves that a continuous system using supercritical CO2 extraction is feasible.
- Separation is not wholly as effective as previous groups have accomplished in batch systems
- Lower feed flowrates/solvent-to-feed ratios improve PDMS purity of product stream
- Once in supercritical range, temperature does not have a significant effect on product purity
Future work:
- Replacing syringe pump with piston pump to enable continuous flow of high pressure SCO2
- Testing continuous separation with different PDMS:Heptane ratios at the feed
- Exploring methods to remove trace amounts of Heptane from product stream, such as another reactor in series
- Varying pressure along with temperature and flow to see if it improves sample purity
- Increasing length of packed bed reactor to facilitate greater mass transfer
Acknowledgments
This project would not have been possible without the support of our faculty advisors Doug Kelley, Wayne Griffin, Mark Juba, course instructor Professor Melodie Lawton, and lab technicians Clair Cunningham, Mason Garlatti and Jeff Lefler. We would also like to thank Chris Wolfe for his continued assistance, direction, and sponsorship of our project. We thank you all and the Department of Chemical Engineering for funding this project.