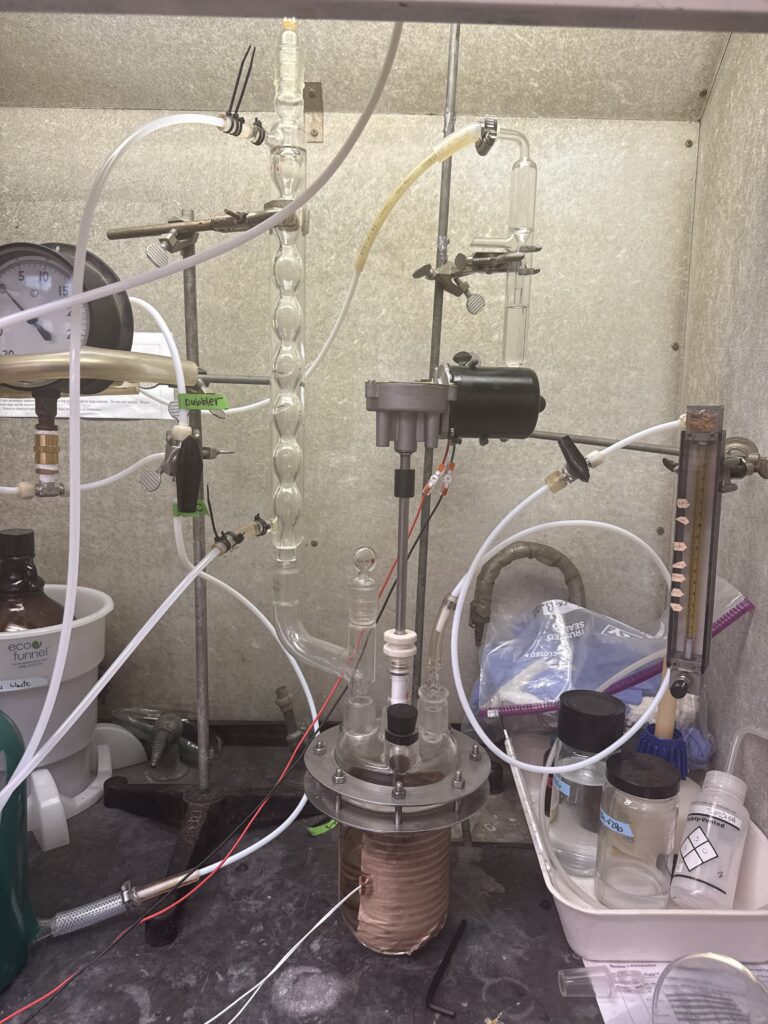
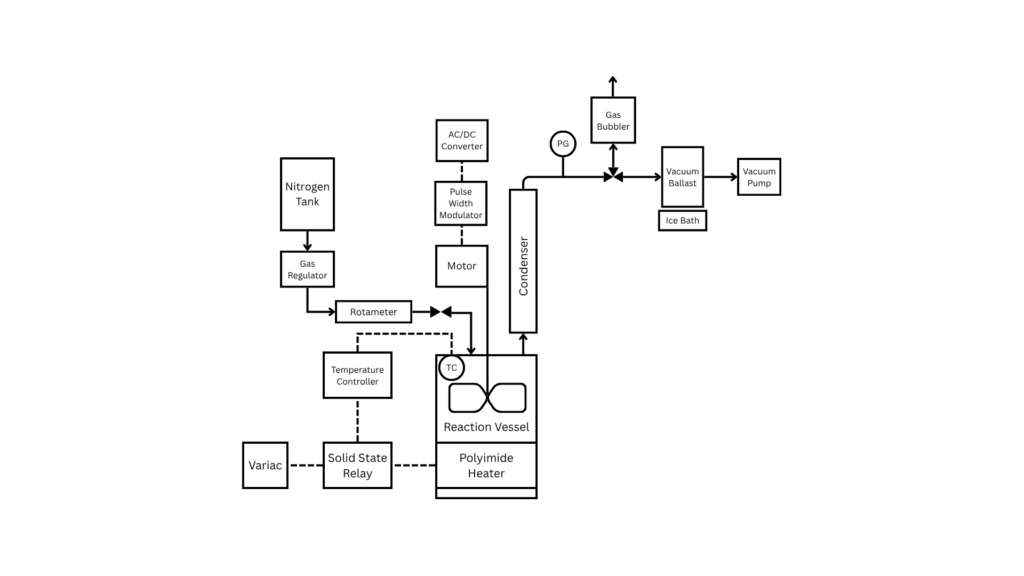
This project is the design of a lab-scale decarboxylation reactor for cannabinoid products. It achieves temperature control within ±2°C of the setpoint to prevent burning and maintain the quality of the product. The system includes a nitrogen blanket to prevent oxidation and a condenser to recover and reintroduce volatile terpenes. It also features adaptive stirring to handle materials with changing viscosities, ensuring uniform heating throughout the reaction.
NoWave is one the largest manufacturers of consumer cannabis products in New York State. Cannabis extracts, which NoWave produces through ethanol and butane extraction, primarily contain tetrahydrocannabinolic acid (THC-A). However, only tetrahydrocannabinol (THC) produces psychoactive effects, so THC-A products must undergo decarboxylation before being sold as consumer products.

| Customer Requirement | Design Specification |
| Maintain precise temperature control to prevent product burning. | Implement and tune on/off control of a polyimide heater to achieve temperature control within ±2°C of a setpoint. |
| Prevent product oxidation. | Gas purge system that introduces nitrogen and reduces the partial pressure of oxygen to a negligible level. |
| Successfully operate with powders and viscous liquids. | Stir with a custom helical impeller designed to function for different material properties. |
| Reintroduce vaporized volatiles. | Vertical condenser attached to the reaction vessel. |
Controller Design & Tuning
Experiments were performed to determine the thermal response of the system with the heater at 100% power (120V) and 75% power (90V). This data was used to determine the first order response characteristics K, 𝜏, and θ. Then, IMC tuning was performed to determine the best controller coefficients KC and 𝜏I for PI setpoint control.

Fig. 1: Thermal response to a 120°C setpoint with 90V and 120V power input.


| 90V | 120V | |
| K (avg.) | 144.8 | 6352 |
| 𝜏 (avg.) | 2853 | 11900 |
| θ (avg.) | 315.2 | 91.87 |
| KC (avg.) | 0.03052 | 0.08517 |
| 𝜏I (avg.) | 3372 | 11700 |
Results/Discussion
In the controller tuning experiments, we learned that the system heats to 120℃ almost twice as fast when the heater is supplied with 120V versus 90V. Just using on/off control, we were able to achieve control within ±2°C of the setpoint with heater powers of 90 and 120V. There was minimal setpoint overshoot and oscillations, likely because the large mass of the reactor and substrate provides damping, leading to enhanced thermal stability. This stability is supported by the experimentally determined controller coefficients. A low value of KC means a slower response with higher stability around the setpoint. Our tuned KC values are on the order of 1×10-2, allowing for stability without significantly slowing the process.
Conclusions / Future
From our controller design experiments, we conclude that on/off control is sufficient to provide the level of temperature control that NoWave has requested. Since it is possible to have precise temperature control at both 75% and 100% controller power, NoWave can decide which to use based on the temperature sensitivity of their products and the desired reaction time.
There are two main extensions to this work. The first would be to repeat the controller coefficient and activation energy determination experiments with THC-A instead of a surrogate, allowing for the development of a more suitable controller. The second would be to improve the design in the following ways to increase usefulness and technical rigor:
- Increase the total volume of the reactor to 4L in line with NoWave’s originally stated desires. Resize the condenser and heater to function with this larger substrate capacity.
- Add quick-release flange and improve the impeller design to allow for easier access to the reaction vessel.
- Select a higher conductivity reactor material and incorporate insulation to increase heating speed and decrease heat loss.
Acknowledgments
The Dank Diamonds would like to thank our sponsor, Seth Brophy, and our advisor, Mason Garlatti, for their support and enthusiasm. We would also like to thank the ChE 255 instruction team: Melodie Lawton, Clair Cunningham, Wayne Griffin, Mark Juba, Doug Kelley, and Jeff Lefler for their valuable help and insight.