Crystallized Coral (Kreher Family Farms): Nik Ivanov, Arthur Chen, Yuanxi Gao
Advisor: Professor F. Doug Kelley
Sponsor: Hal Kreher
Abstract
Work from previous years has proposed a sulfuric acid gas scrubber as a method for reducing ammonia emissions from chicken manure. The resultant effluent consists of an ammonium sulfate solution that can be sold as fertilizer if the water is removed. A process flow diagram featuring a crystallizer that works via vacuum evaporation is presented as a feasible route to profitability. A prototype crystallizer that uses an immersion heater, heat exchanger, and a vacuum pump is built to demonstrate the feasibility of the proposed process. This prototype was approximately 0.6% of the full-scale proposed process, and was able to produce around 0.5 lb of crystals in 5 hours. After vacuum filtration, resultant crystals contained about 1.5% sulfuric acid by weight, suggesting the need for a final neutralization step before they are able to be sold.
Introduction
Kreher Farms is a family-owned business in Clarence, NY that produces eggs for grocery stores such as Wegmans. Ammonia emissions from chicken manure must be reduced in the near future due to expanding suburban development.

Figure 1. Composting process at Kreher Farms
Previous work has identified a sulfuric acid gas scrubber (Fig. 2) as the most economically feasible method for achieving this goal.
The scrubber produces a stream of aqueous ammonium sulfate. Solid ammonium sulfate can be sold as fertilizer, so a solid/liquid separation is desirable for the farm.
The goal of this project is to develop an economically feasible process that the farm can use to convert ammonium sulfate solution into crystals that can be safely without introducing any new waste streams.
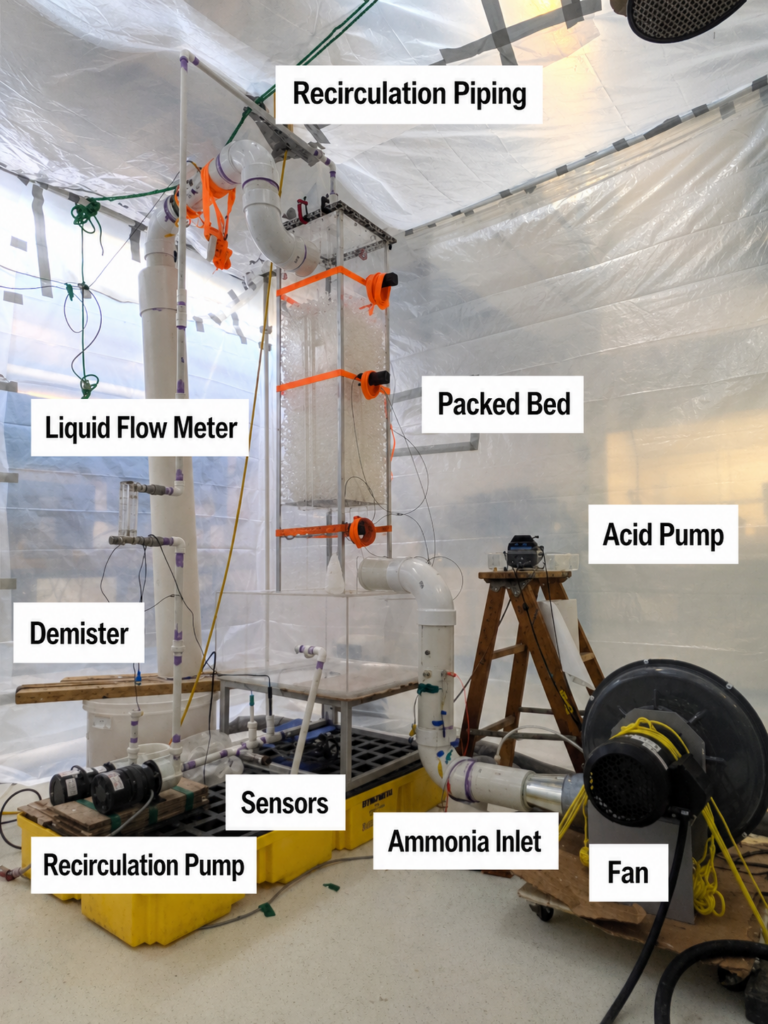
Figure 2. Sulfuric acid gas scrubber developed last year by Marquises de Manure
Methodology
Expiremental Approach:
- Developed ammonium sulfate stock solution representative of gas scrubber effluent (including residual sulfuric acid)
- Conducted lab scale crystallization experiments varying agitation, evaporation rate and seeding (Fig. 3 – 6)
- Evaluated crystallization methods: Co-solvent, natural, heated, and vacuum evaporation
- Performed filtration and drying tests to assess separation efficiency and acid distribution
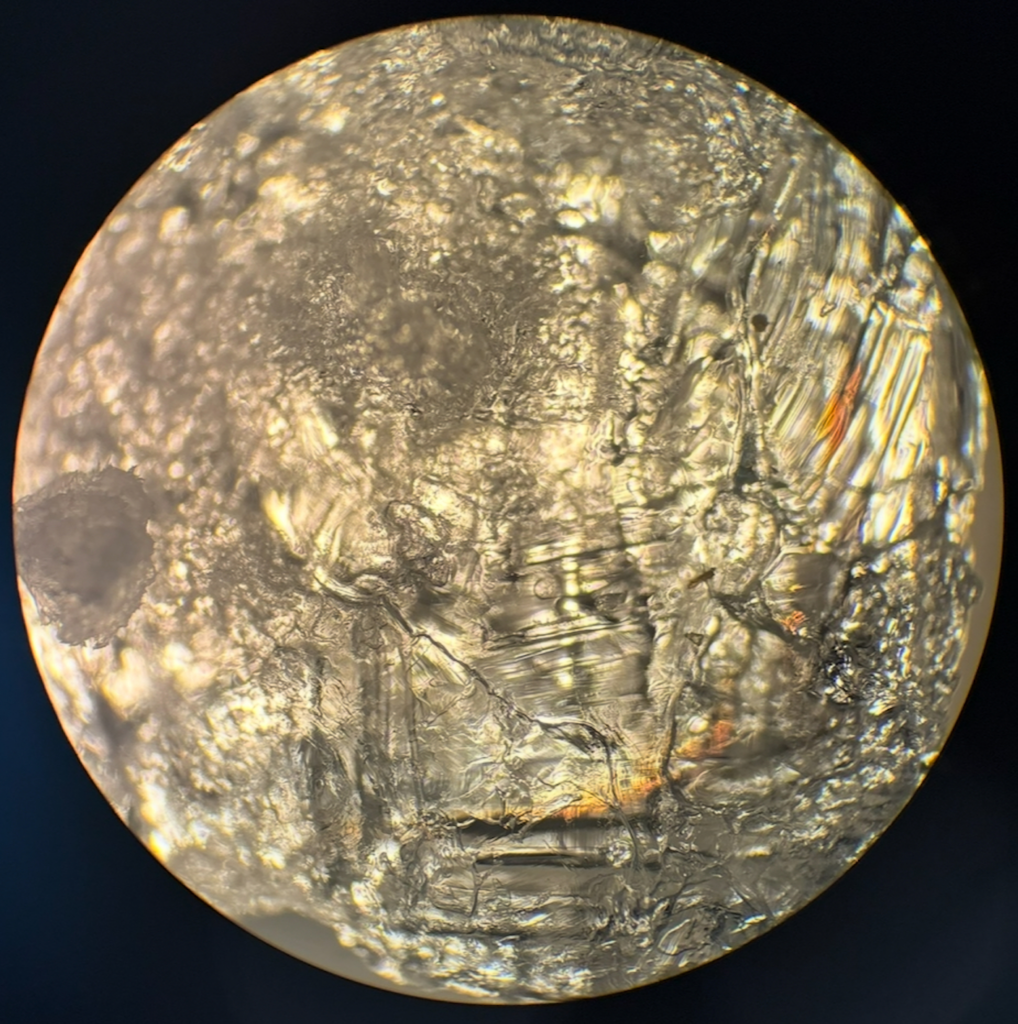
Figure 3. Crystal formation via natural evaporation, 40x.
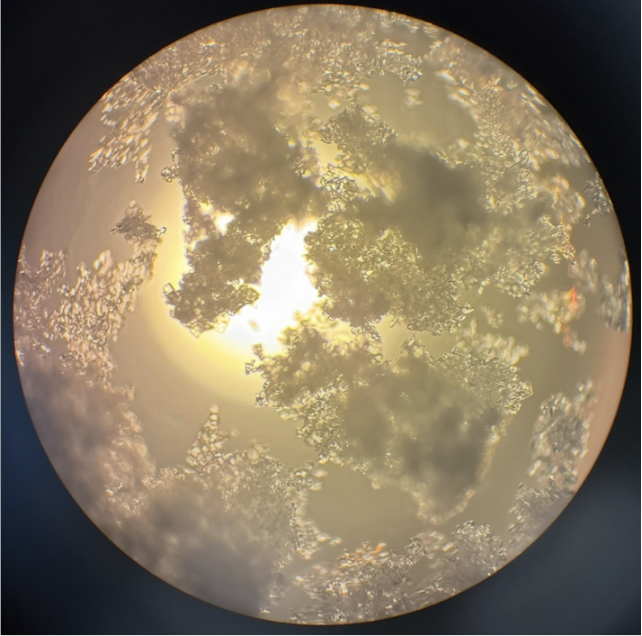
Figure 4. Crystal formation via forced boiling, 40x.
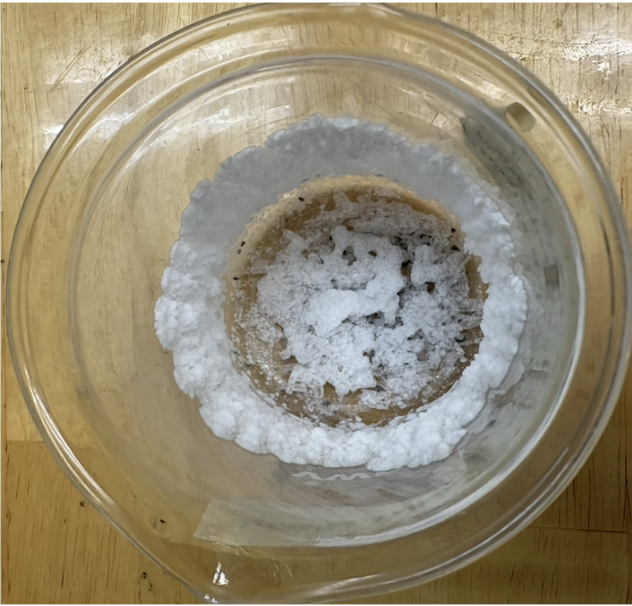
Figure 5. Crystal formation via natural evaporation with seeding.
Figure 6. Crystal formation via forced boiling.
Process Flow Diagram
Following initial experimentation, mass and energy balances were developed based on slurry composition, evaporation rates and separation performance. These balances were used to generate process flow diagrams and assist in the completion of an economic analysis comparing alternative crystallization methods.
Based on economic and operational feasibility as well as sponsor input, vacuum evaporation crystallization was selected. A lab scale vacuum crystallizer was then designed and constructed at approximately 0.6% of full scale capacity to validate the process and evaluate key operating parameters under realistic conditions.

Figure 7. Process Flow Diagram
Lab Scale Crystallizer Design
- Feed introduced using a siphon through a rotameter
- Heat introduced using HX and immersion heater
- 26 inHg vacuum pump lowers boiling point of solution to ~125°F
- 316 stainless steel, nickel, Viton, and PVC used for resistance to sulfuric acid
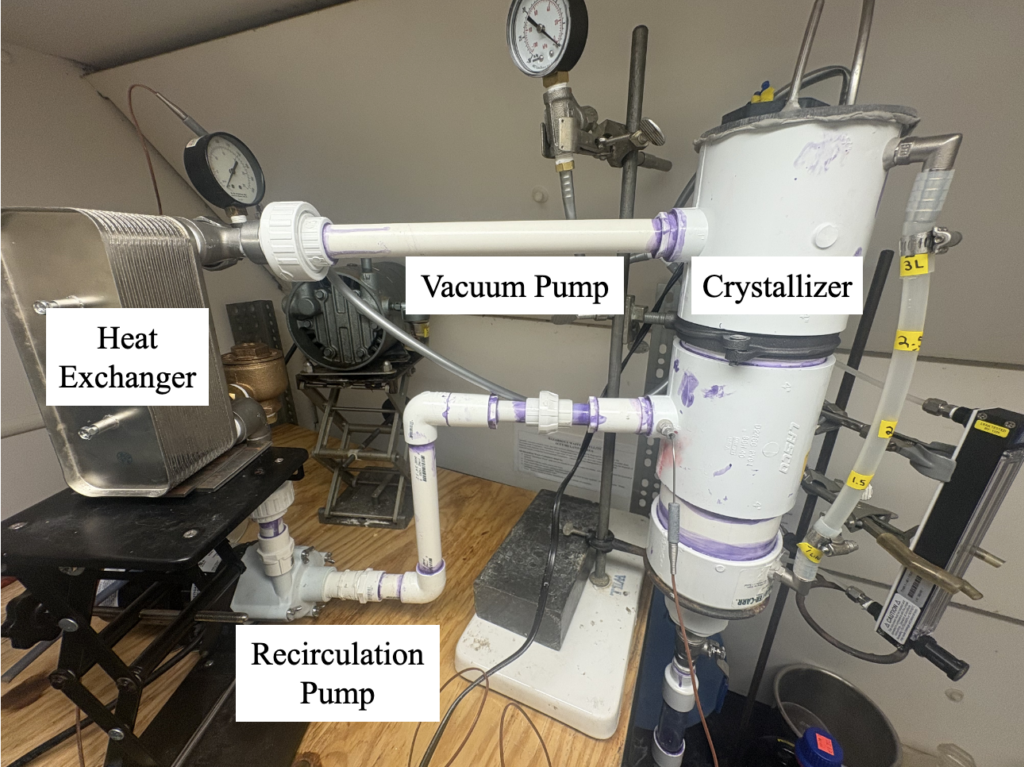
Figure 8. Crystallizer set-up
After construction and validation of the crystallizer, two trials were ran with and without sulfuric acid to compare the performance, crystal formation and filtration characteristics.
Results and Discussion
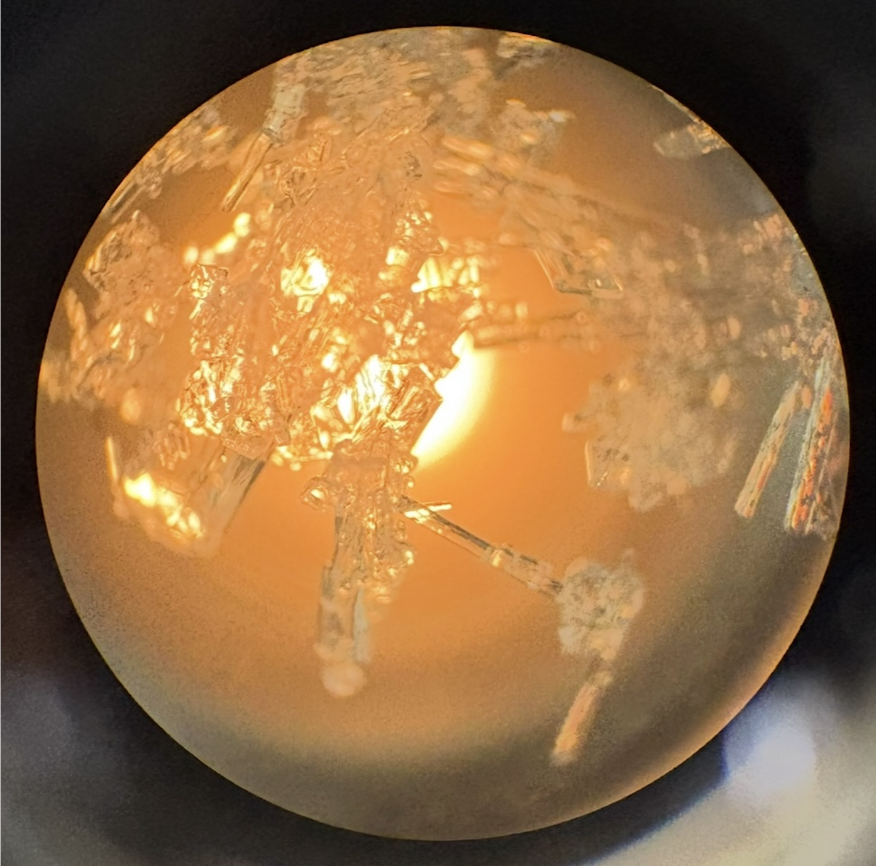
Figure 9. Crystals with no sulfuric acid present, 40x.

Figure 10. Crystals with sulfuric acid present, 40x.
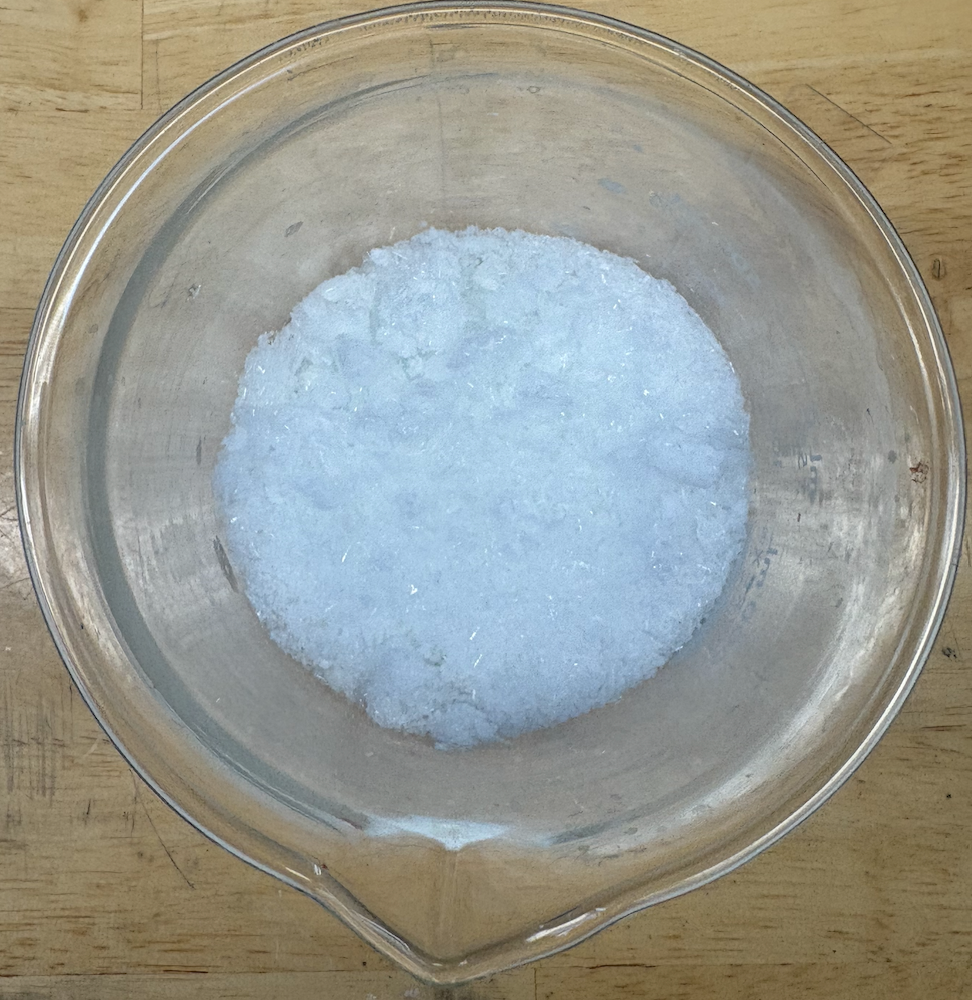
Figure 11. Crystals after filtration
- Crystals between the two trials exhibit similar morphology (Fig. 8-9)
- After 5 hours of operation, crystals form within approximately 2 minutes, suggesting that supersaturation was acheived
- Start up times were found to be very slow, necessitating the use of the immersion heater
- After vacuum filtering, titration experiments demonstrate that crystals are 1.5 wt% sulfuric acid, suggesting the necessity of a washing/neutralization step within the process
- Vapor effluent was found to have a pH = 7

Figure 12. Titration curve of 33 g of ammonium sulfate crystals from the sulfuric acid trial
Conclusion and Future Work
Conclusion/Recommendations:
- Supersaturation achieved suggests seeding may be required for crystallization
- Slow startup times indicate need for additional heating capacity and defined operating schedules
- Sulfuric acid showed minimal impact on crystal formation, allowing for flexibility in removal before or after crystallization, with neutral vapor enabling a recycle back to scrubber & influence on material selection
- Residual acid in crystals indicated need for post-crystallization washing step
Future Work:
- Optimize solid-liquid separation and washing processes
- Evaluate acid neutralization before or after crystallization
- Conduct DOE varying:
1. Evaporation Rate
2. Seeding
3. Agitation
To quantify effects on crystal growth and formation
Acknowledgments
We would like to thank our sponsor Hal Kreher, Professors Melodie Lawton, Mark Juba, Wayne Griffin, and especially Doug Kelley for their mentorship, as well as Clair Cunningham, Mason Garlatti, and Jeff Lefler for technical assistance, without which we would not have been able to safely construct and operate our design. We also thank Professor Agnes Thorarinsdottir for use of her lab’s pH meter. Finally, we would like to thank the Chemical Engineering Department for providing the funding and lab space that made all of this possible.